A check valve will prevent a back flow of gases at start up or shutdown of the system. When choosing a check valve, a low pressure drop type should be considered to minimize pressure loss in the system. A butterfly style check valve normally has the lowest pressure drop.
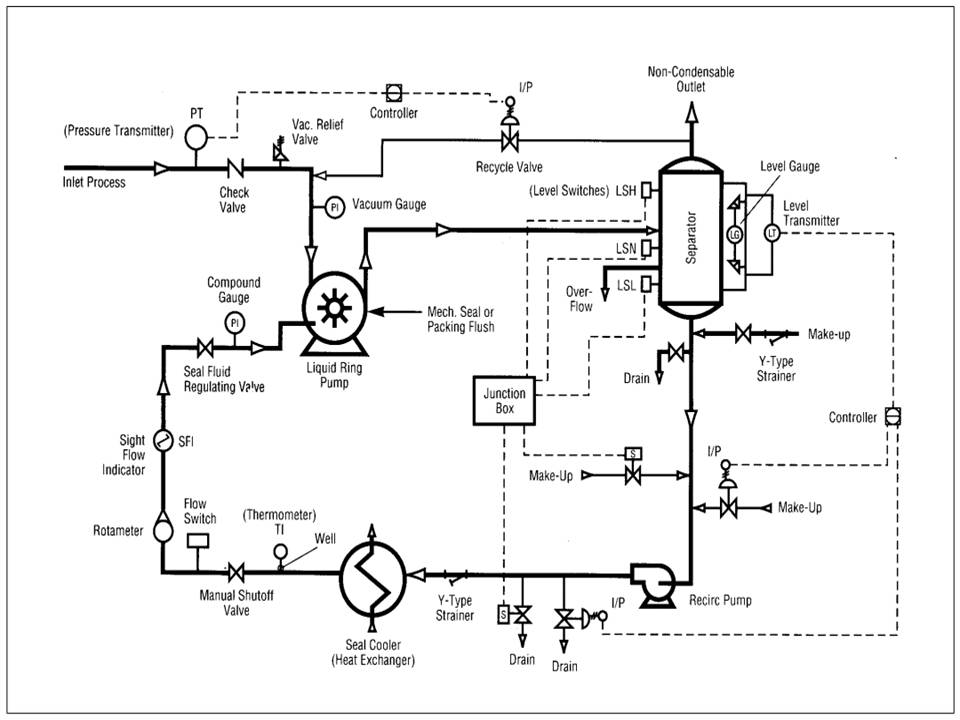
Typically for pressures of 100mmHg and less, some sort of anti-cavitation or suction pressure control is needed.
The simplest type is manual bleed valve such as a globe valve. If automatic opening and closing is required, then an inexpensive spring operated diaphragm valve can be used. In this design, the suction pressure opposes the spring.
For accurate control of suction pressure , an absolute pressure transmitter, a pressure controller and recycle valve (typically a pneumatic diaphragm operated globe valve) should be considered.
The liquid ring pump discharges vapor and seal liquid into the separator tank. By centrifugal action and the force of gravity, the vapor and liquid are separated, with the vapor exiting the top and the liquid discharging at the bottom of separator tank. In a recirculated seal fluid arrangement seal liquid is cooled and then recirculated to the pump. A level gauge should always be installed on the separator tank. Visible indication of the contents of a closed vessel is good engineering practice.
Thanks for sharing such an informative post.
ReplyDeleteNash liquid ring vacuum pumps are great for industrial use because they are reliable and efficient. Your tips and advice make it easier to fix and maintain pumps. Great job!
ReplyDeleteThis blog gives a clear explanation of liquid ring vacuum pumps. Nash vacuum pumps are reliable and work great for many industries. Thanks for sharing such helpful information!
ReplyDelete
ReplyDeleteNice post! It really helps explain the differences between liquid ring vacuum pumps and rotary vane vacuum pumps. I like how you pointed out which pump works best for certain situations.
baaaijiiiiazz0
ReplyDeletesupreme outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet
golden goose outlet